日本酒ができるまで
シェアする
白鶴酒造は1743年(寛保3年)の創業以来伝統を守りつつ、新たな技術開発を重ね現在の酒造技法を確立しました。
ここでは、昭和初期と現代の酒造りを工程順にご紹介します。
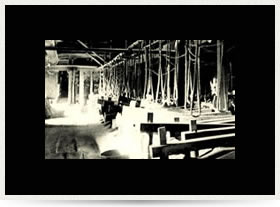
水車精米の様子
人力による米踏み精米から、水力を利用する水車精米が普及することにより、大量の精米を効率よく行うことが可能となりました。高度の精白と大量生産を実現し得たことが灘酒隆盛の一因となったのです。

精米工場
コンピューターで制御された竪型精米機により高度精白ができるようになりました。精米が難しいと言われた山田錦も35%まで磨かれ、大吟醸酒の醸造に用いられています。
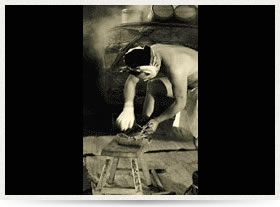
甑(こしき)取りの準備
大釜の上に甑を乗せ、これで米を蒸します。甑の底には小さな穴があり、沸騰した釜の蒸気が上るようになっています。蒸気が勢いを持って上るまで釜屋は気を許せません。写真は甑ぐつをはき、甑取り(できあがった蒸し米を取り出す作業)の準備をしているところ。

竪型連続蒸米機
一時間に5.0トン(2.5トン×2基)の米を蒸すことができる連続蒸米機です。蒸しあがった米は放冷機でさまされた後、次工程へ送られます。
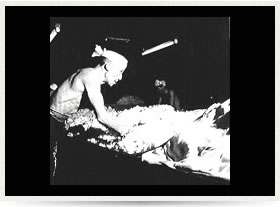
床揉みのようす
麹は室(むろ)という高温・多湿の特別な部屋でつくられます。品質の良い麹菌を均等に繁殖させるために2~3時間おきに蓋打ち、仲仕事、仕舞仕事と続け、麹の積み替えを2回行います。写真は、蒸し米を床(とこ)に広げてよく揉み、麹菌を蒸し米に均一に付着させる作業(床揉み)のようすです。現在でも、手造りの大吟醸酒は同じ方法でつくられています。
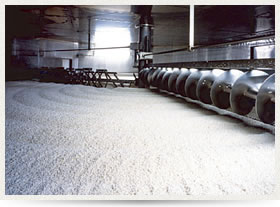
製麹機内部
種切り(麹菌胞子を吹き付け)された蒸米を製麹機に盛り込み、約40時間後に麹として取り出します。品温は自動制御で38~40℃に調節されます。

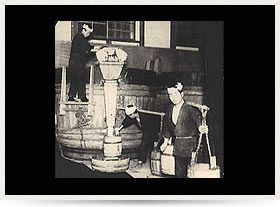
暖気樽(だきだる)操作のようす
灘では昭和14~15年まで生もと系酒母がつくられていました。写真は、暖気樽(だきだる)という道具の中にお湯を入れ、桶の中で回すことで温度調節を行い、酵母の育成を促します。

酒母室
現在は、速醸系酒母が用いられています。ジャケット型ステンレスタンクに純粋培養された清酒酵母と水・麹・蒸米を入れて酒母を仕込み、温度調節しながら約10日で仕上げます。(6,500Lタンク10基、3,500Lタンク2基)
醪出し(もろみだし)のようす
醪の仕込みは、原則として添・仲・留の三段仕込み。予定の発酵を終えた醪は、仕込桶から汲み出し、担桶(にないおけ)で小出桶(こだしおけ)へ移します。

発酵室
ステンレス製発酵タンクに酒母・水・麹・蒸米を仕込み、約2~3週間発酵させます。発酵室の室温は10~12℃に設定され、タンクの外側に貼り付けたプレートコイルに冷水を循環させて醪の品温は管理されています。
(20,000Lタンク56基、仕込み量1日19,600kg)

桿杆(かんかん)式圧搾機
醪を酒袋に入れ、酒槽でしぼって酒と粕とに分離。最初は、約千枚の酒袋を荒しぼり。翌日、責槽(せめぶね)に集めてしぼり直します。さらに、一日圧搾して粕を抜き取り清酒が生まれます。写真は、もっとも古い石掛け式と呼ばれる圧搾機で、石の重みで圧力をかけるため圧搾力はとても弱かったのです。

自動もろみ圧搾機
発酵室で熟成した醪は、最新式の自動圧搾機にかけられ、新酒と酒粕に分離されます。(圧搾量1日70,000L)

貯蔵庫内部
火入れの終わった酒は囲い桶(貯蔵桶)に入れ、酒の上に浮いている泡をすくい取り、フタをします。この時、フタの上に、重石を十個並べ、桶とフタを密着させ、秋まで貯蔵するのです。
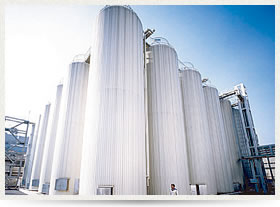
屋外貯酒タンク
生酒や火入れされた酒は、コンピューターで制御された温度自動管理ジャケット式屋外貯酒タンクに送られ、貯蔵されます。(200,000Lタンク42基、110,000Lタンク6基)

瓶詰め作業のようす
清酒は、厳選された吉野杉の樽に詰められ出荷されていましたが、昭和初期に瓶詰め商品の出荷が始まりました。写真は、樽詰めの清酒を瓶に移しているようすです。

パック詰めライン
清酒はプレートヒーターで瞬間熱殺菌の後、瓶やパックに詰められます。この瓶詰めラインは6,000本/時間の生産能力があります。